For anyone managing the procurement for a bustling steel mill or a precision foundry, the hum of an electric arc furnace (EAF) is the sound of money being made—or lost. I’m Allen, and running a factory with seven production lines dedicated to graphite products here in China has taught me that the difference between profit and loss often comes down to the quality of your consumables. Specifically, the graphite electrode is the heartbeat of the smelt process.
If you are like many of my clients in the USA—perhaps running a tight ship where quality is non-negotiable but pricing must be competitive—you know that selecting the right grade of furnace graphite electrode is an art form. Today, we are diving deep into the world of UHP, high power, and regular power electrodes. We will explore why ultra high power (UHP) grades with high density and low electrical resistance are often the smartest investment for modern power uhp operations. We will break down the technical jargon, from electrical resistance to needle coke, ensuring you have the knowledge to secure high-quality materials that keep your furnace running hotter, longer, and more efficiently.
What Exactly is a Graphite Electrode and How Does It Power an EAF?
At its core, a graphite electrode is a massive, cylindrical conductor designed to transfer electric current from a power source into an electric furnace. It is the final link in the chain before the electricity meets the metal. In electric arc furnace steelmaking, the electrode is lowered toward the scrap metal. A powerful electric arc is generated by the arc gap, creating intense heat—often exceeding 3000°C—that melts the scrap into liquid steel.
The reason graphite electrodes are widely used for this purpose is simple: graphite is one of the few materials on earth that can withstand such high temperatures while maintaining good electrical conductivity. It doesn’t melt; it sublimates. Whether you are producing alloy steel or simple rebar, the furnace graphite electrode acts as the primary tool to smelt the raw materials. Without it, the modern EAF would cease to function.
What is the Difference Between RP, HP, and UHP Graphite Electrodes?
Navigating the grades of electrodes can be confusing. They are generally categorized by the current density they can handle.
- RP (Regular Power): These are made primarily from standard petroleum coke. They are typically used in smaller, older furnaces or for smelting nonmetallic materials like silicon or phosphorus. The current density is usually below 17 A/cm².
- HP (High Power): This hp graphite grade contains a blend of high-quality petroleum coke and some needle coke. They are designed for high power electric arc furnaces with current densities ranging from 18 to 25 A/cm².
- UHP (Ultra High Power): The uhp graphite electrode is the gold standard for modern, large-scale steel production. Mainly used for ultra high power furnaces, these are capable of withstanding current densities greater than 25 A/cm².
The shift in the industry is heavily leaning toward UHP because modern arc furnaces are designed to run faster and hotter to increase production efficiency. Using a power graphite electrode that can handle the load without breaking is essential.
Why is Imported Needle Coke the Secret Ingredient for Ultra-High Power Performance?
You might wonder, "Why is UHP graphite so much better?" The answer lies in the raw material. While RP and HP grades rely heavily on standard petroleum coke, UHP graphite electrodes are manufactured using a high percentage of needle coke.
Needle coke is a special type of coke with a distinct, needle-like structure. It is highly crystalline and extremely pure. We often use imported needle coke in our top-tier products because it offers superior thermal shock resistance. In an electric arc furnace, the temperature can swing violently. Needle coke allows the electrode to expand and contract without cracking. This unique raw material also provides a lower coefficient of thermal expansion (CTE) and higher electrical conductivity, which is vital when you are pumping massive amounts of megawatts through the column. This is why Ultra-high power graphite electrodes are the only choice for high-capacity EAF steelmaking.
How Do Density and Electrical Resistance Impact Steelmaking Efficiency?
When Mark, a procurement officer, looks at a specification sheet, two numbers should jump out: density and resistivity.
- Density: A higher density (typically around 1.65 – 1.75 g/cm³ for UHP) means there is more carbon packed into every cubic centimeter. This directly correlates to mechanical strength and slower consumption rates. A dense electrode lasts longer in the melt.
- Electrical Resistance: You want low electrical resistance (or low resistivity). If the resistance is high, the electrode resists the flow of electricity, causing it to heat up internally rather than delivering that energy to the arc. This leads to energy waste and overheating known as "reddening."
A UHP graphite electrode is engineered to have low resistivity and high density. This combination minimizes low electrical losses and ensures that the maximum amount of power is used to refine the steel, rather than just heating up the electrode column.
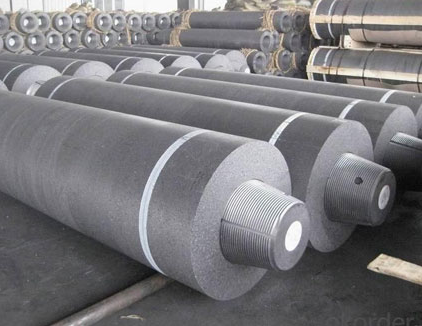
Why is the Nipple Connection the Critical Weak Point in Furnace Graphite?
The electrode column is not one solid piece; it is a series of rods connected by a threaded component called a nipple. In my experience, the nipple is often where failures happen. The joint must withstand immense mechanical stress and torque while conducting the full electrical load.
The nipple is usually made from even higher grade materials than the electrode body to ensure high mechanical strength and perfect thermal conductivity. If the nipple is loose or made of inferior material, it creates a point of high electrical resistance. This generates excess heat, leading to joint breakage or "stub loss" where a chunk of the electrode falls into the ladle or furnace. At Tuoda, we ensure precise machining of the threads to guarantee a tight fit, ensuring the power uhp flows seamlessly down the column.

Where are Graphite Electrodes Widely Used Beyond Standard Steel Mills?
While electric arc furnace steelmaking is the primary consumer, graphite electrode is used in several other sectors.
- Ladle Furnaces (LF): After the initial melt in the EAF, molten steel is transferred to a ladle for refining. Ladle furnaces use electrodes (often HP or UHP) to maintain temperature and allow for alloying.
- Submerged Arc Furnace: These are used to produce ferroalloys, silicon metal, and yellow phosphorus. While they often use carbon electrodes, some high-purity processes require graphite electrodes.
- Production of Alloy Steels: High-quality alloy and stainless steel production requires precise temperature control and low impurity levels, making high-quality UHP graphite essential.
Because graphite electrodes are widely used in these diverse applications, understanding the specific requirements of your furnace—whether it’s an AC electric arc furnace or a DC ladle refining unit—is critical for selecting the right power graphite electrode.
How Does the Manufacturing Process Determine Mechanical Strength?
Producing a graphite electrode is a slow, painstaking process that can take months. It starts with mixing the petroleum coke and needle coke with coal tar pitch. The mixture is extruded into green logs and then baked.
The magic happens during impregnation and graphitization. To increase density and mechanical strength, the baked electrodes are impregnated with pitch and re-baked. Finally, they undergo graphitization, where they are heated to nearly 3000°C. This aligns the carbon atoms into the crystalline graphite structure, giving the material its thermal conductivity and low resistivity. It is this rigorous process that gives a High-power graphite electrode the ability to withstand the brutal environment of steel produced in an EAF.
What Dimensions and Diameter Options are Available for Heavy Industry?
Furnaces come in all sizes, and so do electrodes. The diameter of the electrode must match the current density requirements and the physical holder of the furnace. Common sizes range from small 200mm rods for ladle refining to massive 700mm giants for ultra-large electric arc furnaces.
- Small (200mm – 400mm): Often used in ladle stations or smaller foundry furnaces.
- Medium (450mm – 600mm): The workhorses for many mid-sized steel mills.
- Large (600mm – 700mm+): These are used for ultra high power furnaces with capacities exceeding 100 tons.
The length typically ranges from 1800mm to 2700mm. Using the correct diameter is vital; too small, and the current density will be too high, causing rapid consumption; too large, and it may not fit the regulation system.
How Can You Reduce Oxidation and Breakage in High Temperatures?
One of the biggest headaches for plant managers is oxidation. As the furnace graphite electrode gets hot, the carbon reacts with oxygen in the air, essentially burning away the sidewalls. This is called high oxidation.
To combat this, UHP electrodes are manufactured to have high oxidation resistance. However, operational practices matter too.
- Cooling: Many modern furnaces use water spray rings to cool the electrode surface above the furnace roof.
- Storage: Electrodes should be kept dry. Moisture can turn to steam inside the electrode during heating, causing cracks.
- Handling: Flexural strength helps, but graphite is brittle. Careful handling with proper cranes and torque tools during nipple installation prevents mechanical damage.
- Proper Grade: Using an RP electrode in a UHP environment will result in catastrophic consumption rates. Always match the grade to the furnace power.
How Do You Choose the Right Supplier for Power Graphite Electrode Products?
For buyers like Mark, sourcing from overseas can feel risky. How do you know you are getting true UHP graphite and not just re-labeled HP?
- Look for a Factory: Work with a manufacturer (like Tuoda) rather than a trading company. We have control over the raw material and the impregnation process.
- Check the Specs: Ask for data on density, resistivity, and thermal expansion. A legit supplier will provide a detailed technical sheet.
- Inspect the Nipples: Ask about the nipple composition. For UHP electrodes, the nipples must be 100% needle coke.
- Communication: A good supplier asks about your furnace capacity, transformer rating, and steelmaking process to recommend the correct product.
Choosing a supplier is about finding a partner who understands the thermal and mechanical stresses of your operation and delivers consistent high-quality steel making consumables.

Key Takeaways
Selecting the correct graphite electrode is critical for the efficiency and safety of electric arc furnaces and ladle operations.
- Understand the Grades: RP, HP, and UHP are defined by their ability to handle current density. UHP is essential for high-output furnaces.
- Material Matters: UHP graphite electrodes rely on imported needle coke for superior thermal shock resistance and low electrical resistance.
- Check the Specs: High density and low resistivity are the indicators of a high-quality electrode that will consume slower and melt faster.
- Watch the Connection: The nipple is the most vulnerable part. Ensure it is machined perfectly and made of premium materials.
- Match Diameter to Power: Ensure the diameter (mm) of the electrode matches the power output of your transformer to avoid overheating or breakage.
- Fight Oxidation: Proper storage and cooling are essential to minimize consumption caused by high temperatures and oxidation.
By prioritizing high-quality furnace graphite electrodes, you ensure that your smelt is efficient, your costs are controlled, and your steel production stays on schedule.
Post time: 12-31-2025

