For any melt shop manager or procurement director operating an Electric Arc Furnace (EAF), the nightmare scenario is always the same: a snapped electrode column, a halted furnace, and thousands of dollars evaporating every minute the melt is paused. In the high-stakes world of steel production, the graphite electrode is not just a consumable; it is the conductor of your profit margins. This article dives deep into the technical and economic realities of selecting the right carbon products, specifically focusing on Ultra High Power (UHP) grades, minimizing consumption rates, and understanding why "cheap" often costs you double. We will explore how physical stability, raw material chemistry, and precise machining can stabilize your operations and keep your liquid steel cost per ton competitive in a volatile global market.
What Defines a True Ultra High Power (UHP) Graphite Electrode?
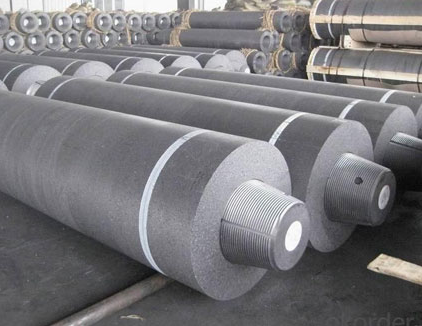
When we talk about powering modern Electric Arc Furnaces, specifically those with capacities exceeding 100 tons, standard electrodes simply cannot handle the heat. This is where ultra-high power graphite electrodes come into play. But what actually separates a UHP electrode from a Regular Power (RP) or High Power (HP) variant? It all comes down to current density and bulk density. UHP electrodes are engineered to carry current densities greater than 25 A/cm². To achieve this without disintegrating, the internal structure must be incredibly dense and conductive.

The secret sauce here is the raw material: needle coke. Unlike standard petroleum coke, needle coke has a needle-like structure that aligns easily during the extrusion process. This alignment provides superior electrical conductivity and a lower Coefficient of Thermal Expansion (CTE). For a steel mill manager, this means the electrode can withstand the massive thermal shock of entering a 3000°C furnace without spalling or cracking. If your supplier is mixing in lower-grade pitch coke to save costs, you will see it immediately in your breakage reports.
Furthermore, the graphitization process for UHP grades typically occurs at temperatures exceeding 3000°C. This burns off virtually all impurities, resulting in an ash content often lower than 0.2%. High purity is not just a vanity metric; impurities like iron or silicon in the electrode can alter the chemistry of your steel, forcing you to spend more on corrective additives later in the ladle furnace. Investing in genuine UHP quality is the first step toward a predictable melt.
Why Do Electrode Nipples Break and How Can You Prevent It?
Ask any seasoned EAF operator what keeps them up at night, and "nipple breakage" is likely the answer. The nipple is the weakest link in the electrode column. It has to bear the mechanical weight of the column below it while transferring massive amounts of electrical current. When a breakage occurs at the joint, it is rarely just "bad luck." It is usually a failure of physics or procedure. The most common culprit is a mismatch in the Coefficient of Thermal Expansion (CTE) between the electrode body and the nipple.
If the nipple expands faster than the socket as the temperature rises, it exerts outward pressure that splits the socket—a phenomenon known as socket bursting. Conversely, if the nipple doesn’t expand enough, the joint becomes loose. A loose joint increases electrical resistance, creates an arc between the threads, and eventually melts the threads, causing the column to drop. At Handan Tuoda Carbon, we focus intensely on "matching" the CTE of our nipples to the electrode bodies. They must move together, like a single piece of material.
Another major factor is torque. Are your maintenance crews applying the correct torque when adding a new section? If the torque is too low, the joint creates a gap. If it’s too high, you pre-stress the graphite, making it brittle. We often recommend specific torque settings based on the diameter—for example, a 600mm UHP electrode requires significantly more torque than a smaller Regular Power Graphite Electorode. Precision machining of the threads—whether it’s a 3TPI or 4TPI pitch—ensures that the surface contact is maximized, reducing resistance and preventing those costly breaks.
How Does Bulk Density Affect Your Consumption Rates?
In the economics of steelmaking, the consumption rate (measured in kg of graphite per ton of steel) is a critical KPI. You might find a supplier offering a price that is $200 cheaper per ton, but if their electrodes are less dense, you will burn through them faster. Bulk density is a measure of how much actual carbon is packed into the electrode volume. Higher density means more material to oxidize before the electrode diameter shrinks to a point where it breaks or needs replacement.
Low-density electrodes are more porous. In the harsh environment of an EAF, oxygen attacks the graphite surface. If the electrode is porous, oxygen penetrates deeper, causing "internal oxidation." This weakens the structural integrity of the rod from the inside out. You might notice the tip of the electrode "penciling" (becoming thin and pointy) much faster than usual. This is a classic sign of low bulk density or poor anti-oxidation coating.
To combat this, premium manufacturers use a process called High-Pressure Impregnation (HPI). After the initial baking, the electrode is submerged in special pitch and subjected to high pressure to fill those pores, then re-baked. This densification process is expensive and time-consuming, which is why bargain-bin suppliers skip it. However, for the buyer, a dense electrode resists side oxidation, maintains its diameter longer, and ultimately lowers the total cost of ownership.
Can "Half-Tooth" Designs Really Improve Connection Stability?
Innovation in graphite electrodes moves slowly, but design tweaks like the "half-tooth" or "double-tooth" socket are worth noting. The standard connection relies on the threads to hold the weight and pass the current. However, in high-vibration environments—such as when melting heavy scrap or during the "bore-in" phase—vibrations can loosen the joint.
The customized "half-tooth" design involves adjusting the thread pitch and depth to increase the friction area and lock the joint more securely. It essentially creates a tighter interference fit. This is particularly useful for furnaces that operate with aggressive power profiles or those that charge heavy, irregular scrap bundles that might strike the electrode column.
While not necessary for every mill, discussing these custom options with your manufacturer shows a level of sophistication. It moves the conversation from "I need standard 600mm electrodes" to "I need a solution that withstands high mechanical vibration." It allows us to tailor the machining tolerance to your specific melt shop conditions.
What Role Does Thermal Shock Resistance Play in Safety?
Imagine taking a ceramic plate out of a hot oven and throwing it into ice water. It shatters. This is thermal shock. Now, imagine a graphite electrode sitting at room temperature (25°C) being lowered into a furnace that is already at 1600°C or higher. The temperature gradient is extreme. If the graphite structure cannot distribute that heat rapidly, the internal stress becomes too great, and the electrode creates a "spall"—a large chunk flakes off and falls into the melt.
Spalling is dangerous. It causes carbon spikes in the steel chemistry (unwanted carburization), and it can damage the furnace refractory or block the slag door. High thermal shock resistance is achieved by controlling the grain size of the coke during the mixing phase. A mix of large and small particles helps stop cracks from propagating.
We test this rigorously in the laboratory. By measuring the CTE and the modulus of elasticity, we can predict how the material will behave under stress. For EAFs that run intermittent cycles (stopping and starting frequently), thermal shock resistance is even more critical than for furnaces running 24/7, because the electrodes are constantly heating up and cooling down.
How Can Carbon Raisers and Additives Tune Your Steel Chemistry?
While electrodes provide the heat, carbon raisers (or recarburizers) provide the chemistry. Once the scrap is melted, the carbon content is rarely exactly where it needs to be for the specific grade of steel you are producing. This is where high-purity additives come in. Whether you are using Calcined Petroleum Coke (CPC) or Graphitized Petroleum Coke (GPC), consistency is key.

Many mills overlook the quality of their carbon raiser, treating it as a commodity. However, a carbon raiser with high nitrogen or sulfur content can ruin a batch of steel, leading to defects like porosity or brittleness. For high-grade steel, using high purity 99.9% graphite powder or GPC is essential because it dissolves quickly into the melt and has high recovery rates (meaning you don’t lose the carbon to the atmosphere as CO2).
If you are using a lower grade carburizer, you might find yourself adding tons of material just to get a small bump in carbon percentage, all while introducing unwanted ash and moisture into the furnace. It’s another classic example of "buy nice or buy twice."
What Should You Look for in a Supplier’s Laboratory?
When you audit a supplier or look at their promotional materials, don’t just look at the size of the factory; look at the laboratory. A manufacturer without a robust lab is flying blind. At a minimum, every batch of electrodes should be tested for:
- Specific Electrical Resistance: To ensure it conducts electricity efficiently without overheating.
- Flexural Strength: To ensure it can withstand the mechanical forces of tilting and scrap cave-ins.
- Ash Content: To prevent contamination.
- CTE: To predict thermal behavior.
At Handan Tuoda Carbon, we maintain a fully equipped physical and chemical laboratory. We don’t just test the finished product; we test the raw needle coke before it even enters the production line. If the raw material doesn’t meet the spec, it is rejected. This rigorous quality control is the only way to guarantee that the electrode you buy in January performs exactly the same as the one you buy in July. Consistency is the hallmark of a professional factory.
How Does Logistics and Packaging Impact Your Bottom Line?
You have purchased the best electrodes, but they arrive at your port with chipped sockets and crushed threads. This is a logistics failure. Graphite is brittle. It handles heat beautifully, but it handles impact poorly. Proper packaging is not an afterthought; it is an insurance policy.
We utilize heavy-duty wooden pallets with steel strapping, and crucially, we use edge protectors and waterproof wrapping. For ocean freight, where containers experience humidity and rocking, the electrodes must be immobilized. A chipped socket means the nipple won’t seat correctly, which leads to the breakage issues we discussed earlier.
Furthermore, consider the "just-in-time" nature of the steel industry. A delay of two weeks due to customs issues or shipping errors can force a mill to throttle down production. Working with a supplier who understands the export regulations of markets like the USA, Russia, and Brazil minimizes these risks. We know the paperwork, the tariffs, and the routes.
The Future of EAF: Are You Ready for Green Steel?
The global push for "Green Steel" is shifting the industry away from Blast Furnaces (which use coal) toward Electric Arc Furnaces (which can use scrap and renewable electricity). This shift is increasing the demand for graphite electrodes globally. As demand rises, the supply of premium needle coke becomes tighter.
This market dynamic means that securing a long-term relationship with a reliable manufacturer is more important than ever. Spot buying might save you money in a down market, but when supplies tighten, spot buyers are the first to be cut off. By partnering with a factory that has secured raw material contracts, you insulate your mill from global shortages.
Additionally, as EAF technology improves, furnaces are becoming larger and more powerful. The demand for 700mm and even 800mm electrodes is growing. Manufacturers must invest in larger extrusion presses and baking furnaces to keep up. We are constantly upgrading our infrastructure to meet these future needs.
Why Technical Support is Part of the Product
Finally, a box of electrodes should come with a phone number that is answered by an engineer, not just a salesperson. Furnace conditions change. Perhaps you are experimenting with a new scrap mix, or you have installed a new transformer. These changes affect how the electrodes consume.
A good supplier offers technical after-sales service. We often visit our clients’ steel mills to observe the furnace operation. We might suggest a slight adjustment to the phase regulation or the oxygen lance positioning to reduce side oxidation. We might recommend a different grade of high temperature resistant graphite crucible for melting if you operate a foundry side-business. This consultative approach transforms the relationship from transactional to strategic. We want your furnace to run efficiently because your success guarantees our recurring orders.
Key Takeaways for Steel Mill Managers
- Prioritize Density: High bulk density reduces consumption rates and prevents "penciling" at the tip.
- Respect the Nipple: Most breakages occur at the joint. Ensure CTE matching between nipple and electrode, and strictly follow torque guidelines.
- Needle Coke is Non-Negotiable: For UHP applications, ensure your supplier is not blending in cheaper pitch coke.
- Total Cost of Ownership: Don’t be fooled by a low sticker price. Calculate the cost per ton of liquid steel, factoring in consumption and breakage downtime.
- Secure Supply Chains: The "Green Steel" revolution will tighten graphite supply. Build long-term partnerships with factories that have stable raw material access.
- Chemical Precision: Use high-purity carbon raisers to avoid introducing nitrogen or sulfur into your melt.
- Inspect the Packaging: Good electrodes ruined by bad shipping is a preventable loss. Demand robust palletizing.
By focusing on these technical pillars, you can turn your electrode procurement from a monthly headache into a competitive advantage. Keep the furnace arc steady, and keep the steel pouring.
Post time: 01-27-2026

